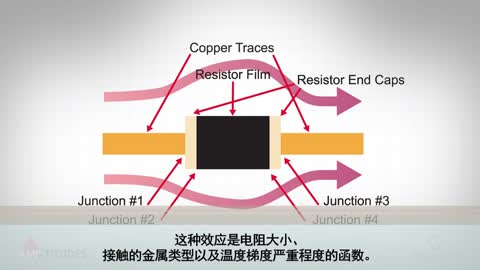
|
�ڹ��I(y��)���a(ch��n)�ͿƌW(xu��)��(sh��)�(y��n)�У������������ߴ���һ�����ԃ�(n��i)�ĪM�p��(x��)�zֱ���Ĝy����λ���}�����y(t��ng)�Ĝy��������ʹ�þ��ܵ������M(j��n)�Мy�����@Щ�y����λ�����ٶ������`���(y��ng)�÷����ܵ����ơ�����CCD������λ��y����(x��)�zֱ�����Мy�����ȸߡ��ٶȿ졢ʹ�÷��㡢���cӋ(j��)��C(j��)���B�Ķ���(sh��)�F(xi��n)�Ԅӻ��O(ji��n)�صȃ�(y��u)�c(di��n)�� �p·CCD�߾��Ⱦ��yλ�Ì�(sh��)�r�O(ji��n)��ϵ�y(t��ng)��������(y��ng)�ù�W(xu��)�о����������Ƶķǽ��|���y�ھ���λ�y���x�����܉���ɴ�����n����֮ǰ�ľ��_��λ������һ���IJ��й��ߣ��Ɍ�(sh��)�F(xi��n)���n���Ԅ��и�x���ɰ��b�ڲ��ЙC(j��)̎�����µ�֮ǰ�����nƱ�Ķ�λ����λ���M(j��n)�о��_����(sh��)�r���ǽ��|�y��������(sh��)�r�@ʾ�yԇ��λ��ƫ��Y(ji��)����ͬ�r�Ɍ�"���_"�c"�e�`"�Ġ�B(t��i)��Ϣ���͵��϶�PLC���������Ķ��M(j��n)�����_�IJ�����ԓϵ�y(t��ng)���з������λ�����ͽ^���ߴ綨��(bi��o)���ܣ�������������ֵ�����ϵ�y(t��ng)�ԙz���o(h��)�ȹ��ܣ��ɏV����(y��ng)�����켈�S��ӡ�n�S����ƥ�S���辫�ȶ�λ�Ĉ��ϣ���ɑ�(y��ng)���ڼ�(x��)�zֱ�������y���ߵ��ھ��y�����I(l��ng)�� 1 ����ԭ�� �p·CCD�߾��Ⱦ��y�y����(sh��)�r�O(ji��n)��ϵ�y(t��ng)��Ҫ���p·CCD�z���^����Դ���·��Ȏײ��ֽM�ɣ�ϵ�y(t��ng)�Ĺ���ģ�K��D��D1��ʾ�� ϵ�y(t��ng)�����ձ��|֥��˾��TCD142D(2048λ)���CCD��������̽�yԪ������Դ����������ڱ��y�����Ķ�λ��̎����λ����(j��ng)��W(xu��)ϵ�y(t��ng)��һ�����ʳ�����CCD�����Ĺ������ϣ�������ӱ����г�һ�ŵĹ����Ԫ���գ�ͬ�r�a(ch��n)��һ����(sh��)���Ĺ���늺ɣ��ڹ�e�����g���@Щ����늺ɱ��惦�ڱ˴˸��x������(y��ng)��Ԫ�Ą����С���늺��D(zhu��n)�����g��������Ԫ�еĹ���늺ɰ���ż��(sh��)���䣬ͬ�r�D(zhu��n)�Ƶ��O(sh��)������Ԫ���ɂ�(c��)����λ�Ĵ����У�Ȼ���ڂ�ݔ�}�_�Ŀ����£������D(zhu��n)�Ƶ�ݔ���ˣ�����ڹ��������γ��˾��y��Ӱ��(sh��)�F(xi��n)�ˌ����yĿ��(bi��o)��һ�S�������̖�x����CCDݔ����̖��С�c����⏊(qi��ng)�����ȣ�Ӱ����Ԫݔ����̖늉������^С����Ӱ����Ԫݔ��늉������^����˾��y��CCDݔ����̖���γ���һ��Ш�εİ��ݲ��Σ�ֻҪ�y(t��ng)Ӌ(j��)��Ш��������CCDݔ����̖��������ռ�Ć�Ԫ��(sh��)��������λ�ã��Ϳɵó�������λ���Ƿ�l(f��)�����ƄӼ�������λ�����������`���֮��(n��i)�t֪ͨ��λ�C(j��)���Կ����е��µ�����t֪ͨ��λ�C(j��)�����µ����@ʾ�`��ɹ����ˆT�M(j��n)���{(di��o)��ֱ��ʹ����λ�����_�������^����ϵ�y(t��ng)��(sh��)�r�y�����@ʾ�`����_���@ʾ"0000"�������ˆT���_�J(r��n)�I��ϵ�y(t��ng)������֪ͨ��λ�C(j��)�����µ���ϵ�y(t��ng)��ģ�K�ą���(sh��)���1��ʾ�� ��1 ϵ�y(t��ng)ģ�K����(sh��)��
2 Ӳ���O(sh��)Ӌ(j��) ����W(xu��)ϵ�y(t��ng)��Ҫ��CCD�(q��)���·������A/D�D(zhu��n)�Q�·�����ٴ惦�·��89C52��Ƭ�C(j��)ϵ�y(t��ng)���I�Pݔ���·����(sh��)�a�@ʾ�·���Դ�·�Ȳ��ֽM�ɡ��书�ܿ�D��D2��ʾ�� �ڸ������·�У�����Ҫ���ǔ�(sh��)��(j��)�Ŀ��ٴ惦�·����D3��ʾ���@Ȼ�������y�Ķ�λ���������Ķ�λ��׃?y��u)��yӰ��ռ���ق���Ч��RAM��Ԫ���@Щ��Ԫ��RAM�е���ʼ��ַ�ͽY(ji��)����ַ�Ć��}�� 3 ܛ���O(sh��)Ӌ(j��) �p·CCD�߾��Ⱦ��y�y����(sh��)�r�O(ji��n)��ϵ�y(t��ng)��ܛ��������D4��ʾ�� ����ϵ�y(t��ng)�����ھ��y����̽�y�b�ð��b���в���е�ϣ�ÿ���µ��r����һ�������ӣ��C(j��)е�Y(ji��)��(g��u)�ļӹ��b���y�����һ�����`�������Դ�IJ���ȫ������Ӱ�ϵ�y(t��ng)�Ĝy�����ȡ��鱣�Cϵ�y(t��ng)�ľ��_��(w��n)����ʹ�÷��㣬��ܛ���ϲ�ȡ��������Ҫ��ʩ�� (1)ϵ�y(t��ng)����(bi��o) ��(d��ng)ϵ�y(t��ng)�Ĺ������x�_��֮������Ŀ��(bi��o)����ռ����Ԫ��(sh��)�δ_��Ŀ��(bi��o)�Č�(sh��)�H�ߴ磬������ʽ�y��֮ǰ��ϵ�y(t��ng)�M(j��n)�ж���(bi��o)������(bi��o)�ķ�����(y��ng)�飺�Ȍ�һ��֪�ߴ�Ę�(bi��o)��(zh��n)ģ�K���ڱ��yĿ��(bi��o)λ�ã�Ȼ��ͨ�^�x����(sh��)�����_��ԓģ�K������ռCCD��Ԫ��(sh��)���ɴ˿ɵõ�Ŀ��(bi��o)��ϵ�y(t��ng)CCD�����һ������ϵ��(sh��)K�� ͨ����Kֵ����Ӌ(j��)��C(j��)�У��ڌ�Ŀ��(bi��o)�M(j��n)���B�m(x��)�y���r�����S�rͨ�^ܛ��Ӌ(j��)���Ŀ��(bi��o)�Č�(sh��)�H�ߴ硣�˷N�����������ˣ�����������δ���]ϵ�y(t��ng)�`���Ӱ푣���˜y�����Ȳ��ߡ������ڌ�(sh��)�yֵ��ȥ��ϵ�y(t��ng)�`��ɲ��ö��Θ�(bi��o)�������_��ϵ�y(t��ng)�еı���ϵ��(sh��)K�� ���O(sh��)ϵ�y(t��ng)�`���b���t���y���w�Č�(sh��)�H�ߴ�X�c������(y��ng)������Ԫ��(sh��)Y֮�g�У�X=KY+b����˿ɲ�ȡ�ɴΘ�(bi��o)���Դ_��K��bֵ�� ��ȡ���ϵĶ��Θ�(bi��o)�����y��K��bֵ�������ϵ�y(t��ng)�`��y�����ȵ�Ӱ푡���(y��ng)��(d��ng)ע����ǣ����σɷN��(bi��o)����ֻ���]��ϵ�y(t��ng)�������o�B(t��i)�y���r�Ę�(bi��o)�������ڄӑB(t��i)�ھ��y����߀��(y��ng)����(j��)��(sh��)�H��r��ȡӋ(j��)��C(j��)�C��������ߜy�����ȡ� (2)��Ч��߅����ȡ Ҫ�_���y��Ӱ������Ҫ�_��һ���ֵ�����ֵ�Ǿ��y��CCD������Ӱ���ݔ����̖���ֵ�c��Сֵ��ƽ��ֵ����RAM���xȡ���Ĕ�(sh��)��(j��)ֵ���ֵ֮�µģ�ԓ��(sh��)��(j��)���چ�ԪӋ(j��)�뾀�y����֮��(n��i)����t��Ӌ(j��)�롣�@Ȼ��ֵ�S�����⾀�ď�(qi��ng)��׃����׃��������һ����ֵ�������ù̶����ֵ������ÿ�βɘӶ��y(t��ng)Ӌ(j��)��һ���S����⏊(qi��ng)���ⲿ�h(hu��n)��Ӱ�׃�����ֵ����Ӱ��߅�ص���ʼ�c(di��n)�ͽY(ji��)���c(di��n)���@�ӿ�����Ч�،�Ӱ���_����������⏊(qi��ng)׃��������`� (3)ë�������� ������r�£���A/D�D(zhu��n)�Q��ģ�M��̖��(y��ng)ֻ�о��y̎���ƽ�^�ͣ����������^�ߣ����������½��غܶ�������CCD̽�yԪ����A/D�D(zhu��n)�Q�����`���Ⱥ;��ȶ��ܸߣ���˺�����ҕ�l��̖�Г��s����Ҳһ���D(zhu��n)�Q��������D5��ʾ�� ����Ӳ���в�ȡ���ɔ_��ʩ�⣬߀�б�Ҫ����ܛ���M(j��n)��ë������������?y��n)�������̖����ɵĈD��Ш�β���һ���ȸɔ_��̖��ɵ�Ш�ΈD����Ȳ��ö࣬��˲�ȡ���k���nj����������и���ë�̵��������c��С����֮���M(j��n)�б��^����������һ���������҂���Ҫ���ҵľ��y�� ����ϵ�y(t��ng)��λ�Üy�������_(d��)��9��m���y��������������λ�r���5mm���ɘ�����CCD���l���_(d��)100Hz����204.8kHz�IJɘ��ʡ������������ϵ�y(t��ng)�ԙz����(sh��)��(j��)�ɘӡ�̎�����ĕr�s350ms���������λУ��(zh��n)���ߴ綨��(bi��o)���`����ֵ���Ԅӱ���ȶ��(xi��ng)У��(zh��n)���ܡ� | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||